

خم لوله (خمکاری لوله)
فرایند خمکاری لوله یکی از مراحل کلیدی در ساخت انواع مبدل حرارتی، رادیاتور صنعتی و رادیاتور نیروگاهی است، مخصوصاً زمانی که نیاز به فرمدهی دقیق بدون ایجاد ترک، چینخوردگی یا کاهش ضخامت در نقاط خم وجود دارد. در این روش از حرارت کنترلشده برای افزایش انعطافپذیری لوله و جلوگیری از تنشهای مکانیکی مضر استفاده میشود.

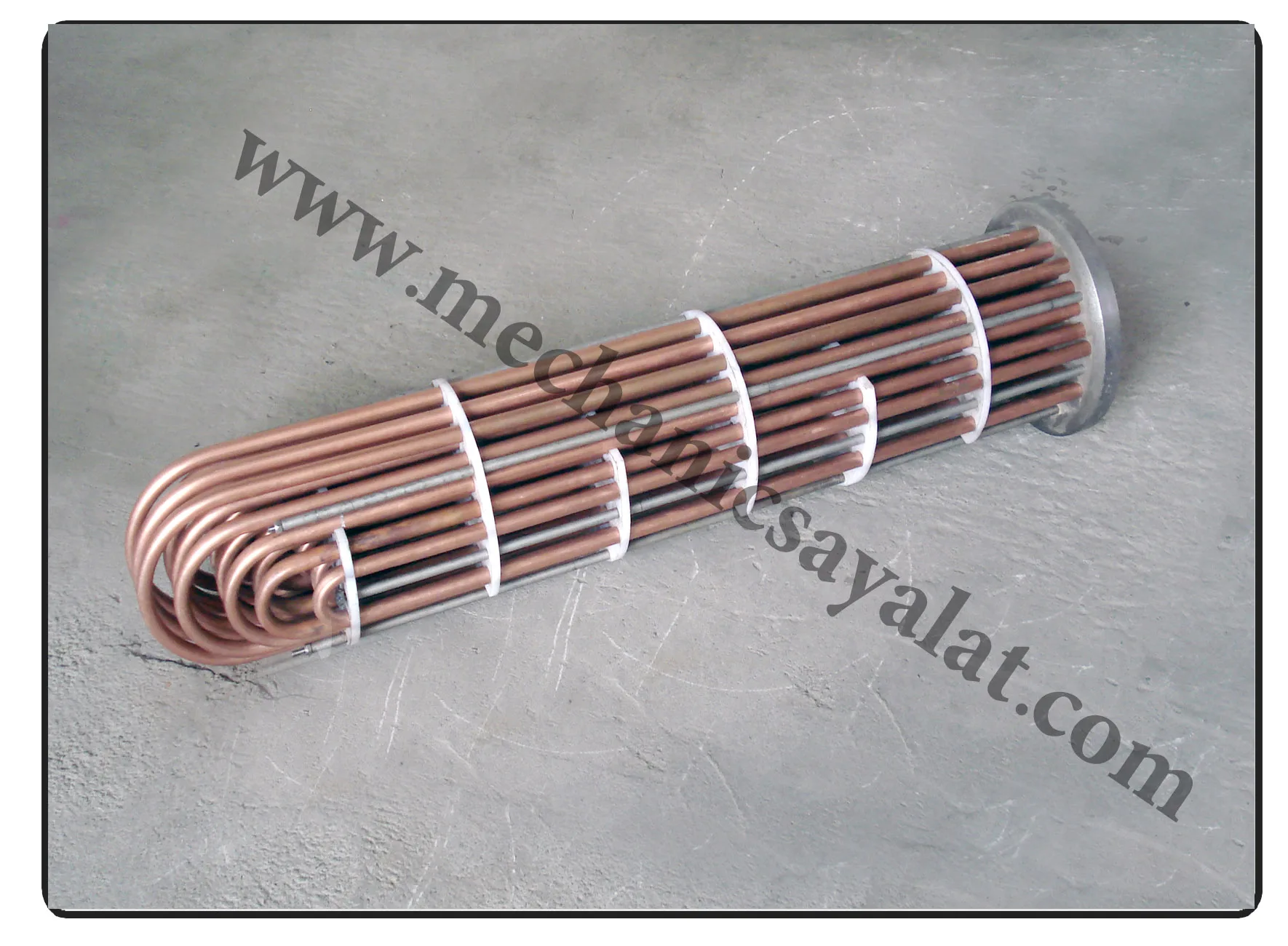
تصاویر خم لوله (خمکاری لوله)
توضیحات تکمیلی خم لوله (خمکاری لوله)
مراحل فرایند خم لوله در مدل حرارتی:
1. انتخاب لوله مناسب
متریال معمول شامل: فولاد کربنی، استنلس استیل، مس یا آلیاژهای مقاوم به حرارت.
ضخامت و قطر لوله بر اساس فشار کاری و شعاع خم انتخاب میشود.
2. پیشگرم کردن لوله
لوله به صورت یکنواخت تا دمای مشخص (معمولاً بین 600 تا 1000 درجه سانتیگراد بسته به نوع متریال) گرم میشود.
این گرمایش موجب کاهش تنش تسلیم و افزایش انعطافپذیری میگردد.
3. خمکاری در حالت داغ
لوله گرمشده با استفاده از ماشینهای خم لوله هیدرولیکی یا دستی به شکل مورد نظر خم میشود.
در این مرحله از قالبهای دقیق و گیرههای نگهدارنده استفاده میشود تا شعاع خم دقیق باشد و از چروک یا دفرمگی جلوگیری شود.
4. سرد کردن کنترلشده
لوله خمشده بهآرامی سرد میشود تا از ایجاد تنشهای پسماند جلوگیری شود.
در موارد خاص، از عملیات نرماله کردن یا آنیل بعد از خمکاری برای بهبود خواص مکانیکی استفاده میشود.
5. بازرسی و کنترل کیفیت
بازرسی چشمی برای بررسی ترکها یا تغییر شکلهای نامطلوب.
تستهای غیرمخرب (مانند تست نفوذ مایع یا تست آلتراسونیک) برای اطمینان از سلامت خم.
اندازهگیری شعاع خم و بررسی یکنواختی دیواره لوله.
مزایای خمکاری حرارتی:
جلوگیری از ترکخوردگی در مواد سخت و ضخیم.
امکان خمکاری شعاعهای کوچک بدون آسیب به ساختار لوله.
مناسب برای کاربردهایی با فشار بالا و دمای زیاد، مانند سیستمهای رادیاتور نیروگاهی.

{kind=link}
{kind=link}
{kind=link}
{kind=link}